
 0555-6768298
0555-6768298
0555-6768298


Dalam fabrikasi lembaran logam sebenarnya, kualitas permukaan produk berkembang dari "indikator tersembunyi" menjadi "standar yang terlihat," terutama saat memproses material dengan persyaratan permukaan tinggi seperti baja tahan karat, lembaran aluminium, panel dekoratif, dan lembaran berlapis. Sebagai proses pembentukan yang kritis, pembengkokan pasti menciptakan kontak dan gesekan antara lembaran logam dan perkakas, menjadikan tanda pada permukaan sebagai salah satu cacat proses yang paling representatif. Tanda-tanda ini tidak hanya merusak kilap, tekstur, atau integritas lapisan asli material, tetapi juga secara langsung mengurangi daya tarik visual dan kualitas yang dirasakan dari produk.
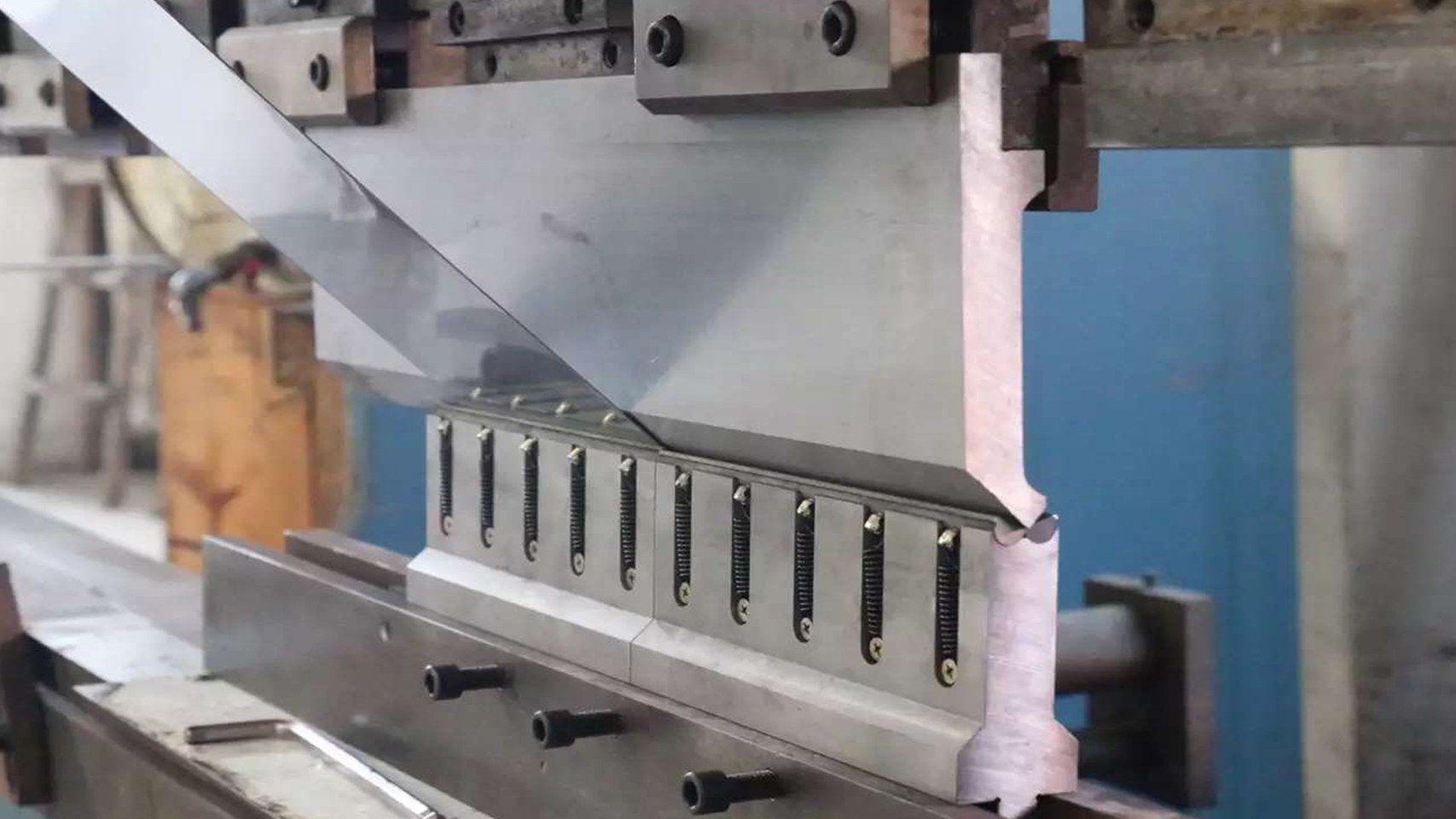
Selama proses pembengkokan dengan mesin press brake, penyebab utama timbulnya tanda pada permukaan biasanya adalah tekanan lokal yang berlebihan atau gesekan yang parah antara lembaran logam dan perkakas. Penyebab umum meliputi: pemilihan bukaan V-die yang tidak tepat, yang memusatkan tegangan pada titik kontak tertentu selama pembengkokan; tekanan pembengkokan yang berlebihan, menyebabkan lekukan permanen di luar rentang deformasi elastis material; permukaan perkakas yang kasar yang menggores atau mengikis lapisan pelindung lembaran; desain perkakas yang tidak wajar, seperti ketidaksesuaian kekerasan atau struktur relief yang tidak memadai; selain itu, kurangnya tindakan perlindungan yang diperlukan selama pembengkokan dapat secara signifikan meningkatkan risiko kerusakan permukaan.
Jadi, langkah-langkah apa yang dapat diambil untuk secara efektif mengurangi keausan permukaan dan bekas goresan selama proses pembengkokan?
Pilih Bukaan V-Die yang Tepat
Memilih bukaan V-die yang tepat adalah salah satu cara paling efektif untuk mengurangi bekas pada material. Bukaan V yang terlalu kecil meningkatkan tekanan yang diberikan pada permukaan lembaran, sehingga menghasilkan bekas lekukan yang jelas.
Saat memilih bukaan cetakan V, rekomendasi berikut umumnya digunakan: Untuk baja lunak, bukaan V biasanya dipilih 6–8 kali ketebalan material. Untuk baja tahan karat, bukaan V yang lebih besar harus digunakan jika memungkinkan untuk mengurangi risiko goresan pada permukaan. Untuk lembaran aluminium, cetakan V yang lebih lebar lebih disukai untuk meminimalkan goresan secara efektif.
Gunakan cetakan radius sebagai pengganti cetakan tepi tajam.
Bahu cetakan yang tajam menciptakan titik tekanan terkonsentrasi yang dapat dengan mudah merusak permukaan material. Penggunaan cetakan radius membantu mendistribusikan tekanan secara lebih merata, sehingga secara signifikan mengurangi bekas lekukan.
Selain itu, memoles permukaan perkakas dapat secara efektif mengurangi gesekan dan meningkatkan kualitas pembengkokan secara keseluruhan.
Gunakan Film Pelindung atau Lapisan Pelindung Lunak
Untuk material dengan persyaratan penyelesaian permukaan yang tinggi, seperti baja tahan karat atau lembaran berlapis, lapisan pelindung dapat ditambahkan antara perkakas dan material untuk mengurangi kontak langsung logam ke logam.
Solusi umum meliputi lapisan pelindung, pita PVC, lapisan nilon, dan bantalan poliuretan. Bahan-bahan ini dapat secara efektif mengurangi bekas dan goresan permukaan selama pembengkokan.
Gunakan Peralatan yang Tidak Meninggalkan Bekas
Peralatan mesin press brake modern telah mengembangkan solusi khusus yang tidak meninggalkan bekas untuk material sensitif. Contohnya termasuk cetakan sisipan nilon, cetakan rol, cetakan poliuretan, dan cetakan bantalan bola yang tidak meninggalkan bekas.
Solusi perkakas ini dapat mengurangi gesekan dan kerusakan permukaan secara signifikan selama proses pembengkokan.
Jaga Kebersihan Peralatan dan Lakukan Perawatan Rutin
Debu, serpihan logam, dan permukaan perkakas yang aus dapat dengan mudah menggores permukaan lembaran logam selama proses pembengkokan, sehingga perawatan perkakas secara teratur sangat penting.Praktik perawatan yang direkomendasikan meliputi:
Pemolesan rutin permukaan perkakas
Pembersihan tepat waktu terhadap puing-puing dan serpihan logam.
Memeriksa kondisi keausan bahu cetakan
Penyimpanan dan perlindungan peralatan yang tepat
Optimalkan Parameter Pembengkokan
Untuk mengurangi bekas material, pengaturan parameter pembengkokan yang tepat sangat penting. Tekanan berlebihan harus dihindari, dan akurasi mesin harus dijaga selama produksi. Faktor-faktor kunci meliputi:
Pengendalian tonase pembengkokan yang tepat
Kompensasi pembentukan mahkota yang tepat
Penempatan pengukur belakang yang akurat
Mempertahankan keselarasan dan paralelisme mesin yang baik.
Kesimpulannya, mengurangi bekas tekukan secara efektif membutuhkan lebih dari sekadar fokus pada perkakas itu sendiri—ini menuntut optimalisasi sistematis dari seluruh proses penekukan. Mulai dari pemilihan perkakas yang tepat dan perawatan standar hingga penggunaan solusi pelindung, setiap langkah secara langsung memengaruhi tampilan produk akhir dan biaya pengerjaan ulang.Khususnya di industri dengan persyaratan penyelesaian permukaan yang tinggi, seperti lift, peralatan rumah tangga, dan produk dekoratif, perkakas mesin press brake profesional yang tidak meninggalkan bekas menjadi standar industri.
Golin terus berinovasi di bidang ini dengan memperkenalkan berbagai solusi perkakas non-marking berkinerja tinggi. Lebih penting lagi, kami berkomitmen untuk memberikan dukungan lengkap kepada pelanggan, mulai dari pemilihan perkakas hingga implementasi proses, membantu produsen mencapai produksi pembengkokan berkualitas tinggi dan hemat biaya.
 on line
on line 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252











