
 0555-6768298
0555-6768298
0555-6768298


Jika Anda memiliki pertanyaan atau saran, silakan tinggalkan pesan kepada kami, kami akan membalas Anda sesegera mungkin!
hubungi kami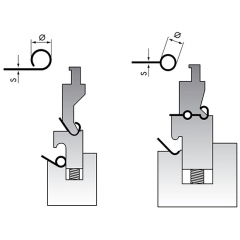
Keuntungan Produksi dalam dua atau tiga langkah Mengurangi tanda melalui perangkat penahan pegas Komponen aktif diperkeras Pengulangan tinggi melalui backgauge terintegrasi Uji fungsional dan penyesuaian melalui tikungan uji - dengan lembar sampel Anda Cocok Untuk Ketebalan material minimal hingga 4,0 mm bagian dalam Ø : 2,5 mm x tebal material untuk baja dan alumunium 3,0 mm x tebal material untuk stainless steel
Tekan rem rolla-v mati tanpa goresan, sebaiknya letakkan film di permukaan benda kerja saat Anda menekuk. dan kami akan merekomendasikan ukuran cetakan roll-v yang sesuai untuk Anda sesuai dengan pelat yang Anda tekuk.

Shim Style Adjustable Dies Dies bawah yang dapat disesuaikan dapat dianggap sebagai salah satu tambahan paling serbaguna untuk rem pers. Dengan jenis alat ini bukaan dapat diatur dari 6.35mm hingga 381mm. Spacer disediakan untuk menghasilkan bukaan yang diperlukan. Slotted spacer memungkinkan pelepasan yang mudah untuk mengubah lubang cetakan. Saat tidak digunakan, spacer diposisikan di sisi blok cetakan. Cetakan ini dapat dilengkapi dengan panjang padat atau dipotong untuk penanganan yang lebih mudah.
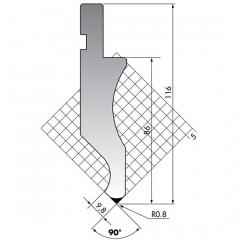
Ukuran pisau lurus: 835 * 146 * 26mm, 90 derajat. bahannya 42CrMo4, kekerasannya HRC47+/-3
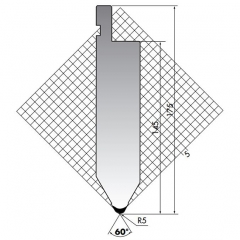
Ukuran pisau lurus: 835 * 175 * 40mm, 60 derajat. bahannya 42CrMo4, kekerasannya HRC47+/-3
Ukuran pisau lurus: 835 * 146 * 26mm, 90 derajat. bahannya 42CrMo4, kekerasannya HRC47+/-3
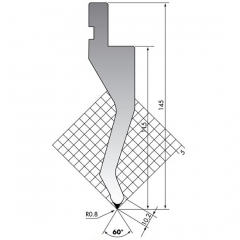
Ukuran pisau lurus: 835 * 145 * 32mm, 60 derajat. bahannya 42CrMo4, kekerasannya HRC47+/-3
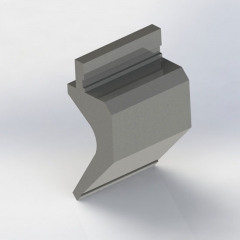
Ukuran pukulan gooseneck: 835 * 197 * 92mm, 88 derajat. bahannya 42CrMo4, kekerasannya HRC47+/-3. dan tinggi 197mm, lebar 92mm. dapat dibuat sesuai dengan permintaan pelanggan.
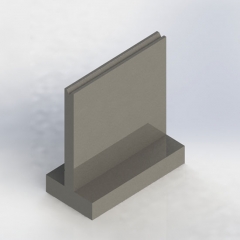
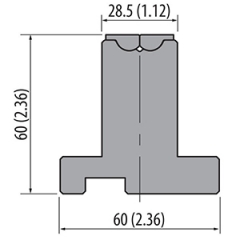
Ukuran mati TV: 835 * 120 * 60mm, V12,30 derajat. bahannya 42CrMo4, kekerasannya HRC52-58. dan V6,V8,V10,V16,V20,V25 dapat dibuat sesuai permintaan pelanggan.
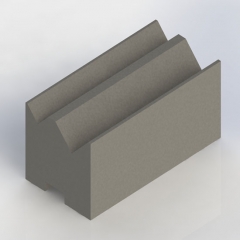
Self centering 2V mati, ukurannya 835 * 46 * 50mm, 88 derajat, beratnya 17kg. Dan kita bisa membuat V5-V9, V8-V12, V12-V20, V16-V25 dan bukaan V lainnya sesuai ketebalan lentur.
Jika Anda berjalan ke departemen rem pers di perakit 20 tahun yang lalu, Anda akan melihat gambar yang sangat berbeda. Jika sebuah mesin menghasilkan berbagai pekerjaan baru, kuantitas rendah selama satu shift, itu menghabiskan sebagian besar waktunya disiapkan dan waktu yang relatif sedikit sebenarnya menekuk bagian yang baik.
Pengaturan mesin sendiri terlihat berbeda 20 tahun yang lalu. Pembengkokan panggung, dengan beberapa set punch dan die diatur sehingga operator dapat (idealnya) menyelesaikan bagian yang kompleks dalam satu pengaturan, tetap jarang di banyak bengkel kerja. Pengaturan seperti itu membutuhkan waktu, yang menuntut batch yang lebih besar. Orang setup yang berbakat juga harus dapat memvisualisasikan urutan. Cukup sering itu hanya lebih masuk akal untuk membagi operasi pembentukan menjadi beberapa pengaturan yang lebih sederhana.
Pembengkokan panggung tidak pernah terdengar sebelumnya, tetapi itu tidak biasa seperti saat ini — dan itu sebagian besar berkat perangkat lunak. Pemrograman tikungan dan simulasi offline memimpin evolusi, tetapi perangkat lunak bukan satu-satunya bagian dari teka-teki. Jika cocok dengan bagian lainnya — komunikasi yang baik, perkakas, material, tekuk adaptif, dan otomatisasi penggantian pahat — hasilnya adalah operasi pembengkokan yang menghabiskan hampir seluruh waktunya membentuk bagian yang baik dan, pada akhirnya, menghasilkan uang.
Sederhana
Seseorang yang tidak terbiasa dengan rem pers mungkin melihat pengaturan pembengkokan panggung dan bertanya-tanya apa yang membuatnya begitu rumit. Tetapi bahkan setup dua stasiun yang relatif sederhana, dengan dua set punch-die bersebelahan, jauh lebih rumit daripada yang terlihat, bahkan jika itu menekuk kotak umum.
Untuk setiap set alat die-punch, operator perlu mempertimbangkan tinggi kotak di dalam, atau tinggi flensa, dan memastikan tinggi punch, lebar ram, dan cahaya siang (ruang antara ujung punch dan permukaan die saat terbuka) dapat menampungnya. Tetapi ketika Anda memperkenalkan stasiun kedua — perlu ketika membentuk kotak dengan panjang dan lebar berbeda — Anda perlu mempertimbangkan panjang flensa yang belum berbentuk untuk memastikannya tidak memiliki kemungkinan bertabrakan dengan stasiun alat yang berdekatan.
Operator lentur yang paling berpengalaman dapat memecahkan masalah ini secara mental. Tetapi bagaimana dengan bagian-bagian dengan banyak flensa dalam arah dan sudut yang berbeda? Bagaimana jika Anda memiliki serangkaian tikungan positif dan negatif? Semua ini menciptakan kompleksitas serius.
Aspek lentur lain yang tampak sederhana adalah ketinggian yang tertutup. Demikian pula, katakan Anda memiliki dua stasiun alat, satu dengan die V sempit dan yang lain dengan die v jauh lebih lebar; keduanya menekuk material yang sama ke sudut 90 derajat, tetapi V die yang lebih luas menghasilkan radius yang lebih besar. Tetapi untuk menghasilkan jari-jari yang lebih besar, pukulan harus turun lebih jauh ke dalam ruang die — yang akan menyebabkan pahat yang dipasang dengan die V yang sempit bertabrakan.
Alat dapat dibuat dengan ketinggian tutup yang sama atau dapat di-shim agar sesuai. Apapun, perangkat lunak simulasi dapat mengungkapkan komplikasi ini sebelum pekerjaan mencapai rem pers.
Operator dan Urutan Tikungan
Jika seorang operator menerima pekerjaan pelengkungan yang rumit yang melibatkan banyak tikungan dalam berbagai arah, kemungkinan bagian tersebut dapat ditekuk hanya satu arah, atau paling banyak beberapa cara. Ketika geometri bagian menjadi lebih sederhana, umumnya jumlah opsi urutan tikungan tumbuh — yaitu, ada banyak cara untuk menekuk bagian.
Perangkat lunak hari ini umumnya memilih urutan tikungan optimal untuk mesin, perkakas, dan aplikasi. Yang mengatakan, mereka yang memprogram tidak boleh "membuang pekerjaan di atas tembok" kepada mereka yang memasang mesin dan membungkuk. Bending adalah upaya kolaborasi. Perangkat lunak modern menggabungkan geometri pahat dan alat serta karakteristik mesin (seperti gerakan sumbu minimum dan maksimum) yang akan digunakan pada rem selama pembengkokan. Tetapi operator tetap menjadi orang yang akan mengganti alat dan memanipulasi benda kerja di antara tikungan.
Preferensi berlimpah, dan gerakan canggung antara belokan dan stasiun alat dapat membuat pekerjaan operator sulit. Katakanlah suatu bagian perlu membalik ke arah Z, suatu hal yang mustahil jika pukulan dan mati berada di jalan. Jadi operator perlu menggeser potongan ke samping, menarik potongan dari amplop pekerjaan, membalikkan potongan, kemudian mengarahkan kembali dengan benar terhadap backgauge. Itu bisa dilakukan tetapi tentu saja tidak efisien atau ergonomis, dan ada kemungkinan besar operator akan menandai bagian itu. Potongan-potongan yang secara kosmetik kritis mungkin perlu dikerjakan ulang atau bahkan dibuang. Semua ini bisa dihindari dengan percakapan cepat antara programmer dan operator.
Sekali lagi, paket simulasi menjadi lebih pintar selama bertahun-tahun, jadi mengembangkan urutan tikungan yang penuh dengan gerakan canggung bukanlah hal yang biasa. Perangkat lunak sekarang biasanya menemukan cara terbaik operator dapat menekuk benda kerja. Apapun, komunikasi yang sehat antara programmer dan operator tetap menjadi cara paling efektif untuk mendapatkan hasil maksimal dari operasi pembengkokan.
Teknologi Backgauge telah memainkan peran di sini juga, dan gerakan backgauge sekarang disimulasikan tepat bersama dengan tooling. Bertahun-tahun yang lalu backgauges adalah permukaan datar dan bergerak dalam jumlah terbatas kapak. Hari ini multiaxis backgauges menggerakkan jari secara independen ke berbagai arah. Perangkat lunak simulasi offline modern tidak hanya menyediakan opsi pengukuran, tetapi juga dapat melihat tikungan sebelum menekuk, selama menekuk, mensimulasikan pegas, dan memperingatkan kemungkinan tabrakan.
Jari-jari backgauge sendiri memberi operator beberapa titik kontak, dan kantong-kantong mesin di jari-jari itu mendukung benda kerja. Bentuk jari backgauge, termasuk jari kustom yang dirancang untuk pekerjaan tertentu, dapat diimpor ke perangkat lunak simulasi, yang memungkinkan programmer menangkap masalah tabrakan atau gangguan sebelum jari dibuat dan pekerjaan dimulai.
Di sini sekali lagi, komunikasi tetap penting, tidak peduli seberapa komprehensif simulasi virtual itu. Lagi pula, operator adalah orang-orang yang menggeser bagian-bagian terhadap backgauges itu setiap hari.
Mengoptimalkan Pengaturan
Pertimbangkan bagian dengan satu mengarah ke bawah diapit oleh dua mengarah ke atas. Kedua flensa ke atas memiliki panjang tikungan pendek, flensa ke bawah memiliki panjang tikungan yang panjang — tetapi ketiganya berada pada garis lengkung yang sama. Versi sebelumnya dari perangkat lunak offline sering membuat tiga stasiun, satu untuk sayap kiri, yang lain untuk kanan, dan yang terakhir untuk tikungan yang lebih panjang di tengah.
Ini bisa berhasil, tetapi setup juga membutuhkan tiga stasiun bengkok di sepanjang ranjang. Secara umum, semakin banyak pembentukan yang dapat dicapai di stasiun lebih sedikit, urutan pembentukan yang lebih fleksibel dan efisien.
Dalam hal ini, satu stasiun dapat membentuk dua flensa ke atas yang memiliki garis lengkung yang sama. Itu akan terdiri dari satu pukulan dan dua mati tersegmentasi, dengan cukup ruang di antaranya untuk memungkinkan pembersihan untuk flensa tengah. Stasiun kedua kemudian akan membentuk sayap pusat. Apa yang dulunya terbentuk di tiga stasiun sekarang dapat dibentuk menjadi dua, menyisakan lebih banyak ruang di dasar mesin untuk stasiun tambahan untuk memproses tikungan lainnya di bagian tersebut. Semakin besar variasi lengkungan yang dapat dibentuk oleh setup, operator bending yang lebih efisien juga dapat terbentuk.
Ini hanya contoh sederhana, dan bahkan sebelum simulasi bending tersedia, mengoptimalkan pengaturan bertahap ini tidak akan berada di luar jangkauan operator berpengalaman. Namun, hari ini, simulasi perangkat lunak mengoptimalkan beberapa stasiun lentur ke tingkat yang mustahil bagi operator veteran sekalipun untuk berkembang dengan cepat.
Membuat Hasil Dapat Diulang
Saat ini para programmer dan operator dapat melihat simulasi tikungan dan yakin bahwa simulasi mencerminkan kenyataan, dan bahwa bagian pertama akan menjadi bagian yang baik. Yang mengatakan, beberapa potongan puzzle lainnya harus pas di tempatnya juga.
Yang pertama melibatkan materi. Bahan dengan ketebalan nominal 3 mm dapat bervariasi; kadang-kadang bisa 3,3 mm, kali lain (dan lebih umum) itu bisa lebih tipis, setip 2,7 mm. Simulasi untuk pembengkokan menggabungkan jendela toleransi lentur konvensional karena variasi ketebalan.
Yang mengatakan, semakin ketat toleransi lentur, bahan yang lebih baik perlu. Dewasa ini operasi pelengkungan presisi sering memilih material yang lebih mahal dengan ketebalan dan variasi tarik yang jauh lebih sedikit. Karena itu, tidak mungkin untuk menghilangkan semua variasi. Faktanya, bekerja untuk mengendalikan semua variabel dalam pelengkungan dapat berdampak negatif pada pemotongan di bagian hulu, terutama dalam hal hasil bahan. Bahan dapat menekuk berbeda tergantung pada arah butiran Perubahan tonase cukup kecil, tetapi arah butiran baru dapat mengubah jari-jari dalam, memacu kebutuhan untuk mengubah penetrasi punch di die.
Untuk mengelola karakteristik tikungan yang berubah ini, programmer sering memilih fungsi "penahan butir" dalam perangkat lunak bersarang. Sayangnya, pengekangan biji-bijian itu dapat menurunkan hasil bahan. Jika pemrogram laser atau punch memiliki kebebasan untuk menempatkan bagian di mana saja pada selembar, mereka dapat meningkatkan hasil bahan. Namun ini dapat mendatangkan malapetaka dalam aplikasi lentur presisi tertentu, bahkan dengan simulasi lentur paling canggih. Operator dapat mengikuti simulasi dengan tepat, tetapi berkat inkonsistensi arah butir, masih berakhir dengan bagian yang buruk.
Masukkan potongan puzzle lainnya: tekuk adaptif. Pengukuran sudut waktu nyata pada rem tekan memungkinkan alat berat menyesuaikan bahkan dalam menghadapi ketidakkonsistenan umum tersebut, termasuk ketebalan material yang berlebihan, kekerasan, dan variasi arah butir. Pembengkokan adaptif juga memungkinkan untuk menggunakan material yang lebih murah, karena sistem dapat mengimbangi penyimpangan material.
Menghilangkan Variasi Dalam Proses
Inkonsistensi lengkung dapat terjadi karena ketebalan material dan variasi tarik, tetapi juga dapat terjadi ketika material bergerak secara tidak terduga selama siklus lentur itu sendiri. Ini bisa sangat lazim pada geometri bagian asimetris dan material dengan daya tarik tinggi, dan pada cetakan yang telah dipakai pada bahu cetakan seiring waktu. Bahan bergerak tidak konsisten di atas bahu die, menarik tikungan ke satu sisi atau yang lain dan, karenanya, menghasilkan bagian yang buruk.
Mati dengan jari-jari khusus yang dikerjakan pada bahu die dapat membantu membuat pembengkokan lebih konsisten dengan mengurangi tegangan kontak dan memungkinkan material untuk menekuk dengan lancar ke ruang die. Secara khusus, jari-jari bahu die tidak konstan, tetapi secara bertahap menjadi lebih besar karena transisi ke ruang die. Desain mengurangi gesekan dan, karenanya, kesempatan untuk material yang menantang ini untuk "menyentak" ke ruang die selama siklus pembentukan.
Mengatur Panggung untuk Otomatisasi Ubah Alat
Selama 20 tahun terakhir, pemrograman offline telah menghilangkan kebutuhan pemrograman on-machine, dan simulasi yang terkait telah membuat pengaturan tooling yang pernah dianggap sangat rumit dan tidak terlalu rumit. Simulasi ini menggabungkan desain dan gerak backgauge, dan mengoptimalkan pengaturan bertahap, selesai dalam satu sehingga operator dapat menggunakan lebih sedikit stasiun untuk membentuk lebih banyak tikungan.
Pembengkokan adaptif telah mengurangi kebutuhan untuk menerapkan pengekangan butir dalam pemotongan atau peninju laser untuk pembentukan yang konsisten. Dalam beberapa aplikasi, pembengkokan adaptif memiliki batasan butir terbatas untuk memenuhi persyaratan kosmetik bagian (misalnya, panel stainless pada peralatan dapur atau restoran).
Akhirnya, desain perkakas telah membantu membuat pembentukan lebih konsisten bahkan untuk material yang sulit dibentuk. Dan kualitas banyak material telah meningkat selama 20 tahun terakhir. Jika sebuah toko dihadapkan pada pekerjaan pembentukan presisi, sekarang memiliki opsi material yang menawarkan variasi ketebalan dan kekerasan yang lebih sedikit dan, karenanya, pembengkokan yang lebih konsisten.
Sekarang setelah pembengkokan menjadi sangat konsisten, operasi pembentukan akhirnya dapat memenuhi permintaan produksi campuran produk-tinggi dengan cara yang benar-benar efisien. Tetapi satu inkonsistensi terakhir tetap ada: alat itu mengubah dirinya sendiri.
Alat dapat salah tempat, terjatuh, atau rusak. Tergantung pada teknologi toolholding, posisi pukulan dan mati bisa sedikit mati, tidak duduk dengan benar, bahkan dipasang ke belakang. Selain itu, karena simulasi sekarang dapat mengembangkan bahkan pengaturan panggung yang paling kompleks dengan cepat, operator dapat melihat berbagai pengaturan pada jadwal hari itu, dari yang paling sederhana yang menggunakan satu atau dua stasiun, hingga yang paling kompleks yang menjangkau sebagian besar dari tempat tidur rem tekan.
Tantangan ini mengatur panggung untuk kemajuan yang mungkin paling signifikan selama 20 tahun terakhir: rem pers perubahan alat otomatis. Dengan menekan tombol, alat berubah secara otomatis dan ditempatkan tepat di tempat yang tepat, menduplikasi apa yang muncul dalam simulasi. Ketika alat berubah, operator menggelar material untuk pekerjaan berikutnya — yang, belakangan ini, bisa memiliki ukuran banyak 12, lima, atau bahkan hanya satu potong.
Tentu saja, mengotomatisasi perubahan pahat tidak masuk akal jika operator perlu menghabiskan banyak waktu untuk mencoba bagian, atau jika stasiun pahat tidak dioptimalkan, atau jika operasi tidak memperhitungkan perubahan properti material dan arah butir variabel.
Operasi pembengkokan hari ini sangat berbeda dari yang ada 20 tahun yang lalu, dan tidak diragukan lagi akan ada lebih banyak inovasi yang akan membuat pembengkokan lebih efisien daripada sekarang. Tetapi dengan potongan puzzle yang cukup di tempat, operasi lentur hari ini dapat menjadi salah satu operasi paling fleksibel di lantai toko yang menakjubkan.
 on line
on line 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252











